
Introduction — a Dublin workshop morning
I once stood in a small metal shop on a damp Dublin morning, watching a welder’s sparks curl like bright insects and thinking how quickly the air turned sour. In that moment I realised how little fans and hoods alone can do; fume extraction technology must do more than move air, it must clean it — and fast. The scene felt familiar (you know the place), with a hand-held torch, an extraction arm, and a worker who’d long learned to trust sound over scent. Data tell a blunt story: poorly designed systems leave particulate and VOCs well above safe limits, and the cost — in health and lost hours — is real.
So I ask: how do we move from noisy fans and patchwork ductwork to systems that protect people and process? I’ll walk you through the problems I see, the tech that’s changing things, and where you might place your bets — all in plain speech, with a few technical notes when needed. Next I’ll dive into where traditional systems fall short, and why a dust and fume collector can be a start — but not the whole answer.
Technical flaws in traditional systems — what really breaks down
Let me be blunt: many shops buy a dust and fume collector as if it’s a magic box. They expect it to solve everything. In practice, mismatched fan curves, poor duct sizing, and weak filtration reduce capture efficiency. I’ve seen installations where a baghouse sits oversized on paper, yet the real culprit is airflow imbalance at the nozzle. We talk about HEPA filters and cyclone separators like talismans, but without correct airflow velocity and flow control, filtration efficiency collapses. That’s not theoretical — it’s what I’ve fixed on-site more than once.
Why does this happen? First, installers chase nominal CFM without mapping the space. Second, systems rarely include real-time sensors; no one notices the filter cake until performance drops. Third, electrical and control mismatches — think inadequate power converters or poor VFD tuning — lead to surges and noise. Look, it’s simpler than you think: match the capture hood to the process, measure, and tune. If you don’t, even the best filter can’t capture fumes at the source. The result is higher maintenance, unexpected downtime, and workers who avoid the hoods — and that’s the real loss.
Why fix what looks fine?
Because “looks fine” is a comfort trap. You might be within a legal limit today and out tomorrow when a process step changes. I’ve seen weld parameters, paint viscosity, and even a new solvent shift the whole balance. A short-term fix becomes a long-term cost.
Comparative outlook — case example and where systems are heading
Compare two small factories I know. Factory A added a generic collector and called it a day. Factory B invested in sensor fusion, edge computing nodes at hood level, and smarter control logic. Within months, Factory B halved filter replacements and cut energy use by a noticeable margin. The difference? Real-time feedback and actuation. That’s the future: systems that learn the process, not systems that sit idle until someone notices a smell. For anyone weighing options, the lesson is clear — evaluate controls, not just filters. I’m not cheering tech for its own sake; I’m backing outcomes (reduced exposure, lower operating cost).
What’s next — and yes, it sounds hopeful — is modular, testable systems: compact extraction arms with built-in sensors, decentralised blowers, smarter baghouses with staged filtration, and better integration with plant PLCs. A modern dust and fume collector should be a node, part of a network that adapts. Expect to see more emphasis on predictive maintenance and on combining filtration with adsorption for VOCs. — funny how that works, right? The gains are measurable: lower particle counts, fewer health complaints, energy savings. You can compare total cost of ownership, not just upfront price.
Real-world impact
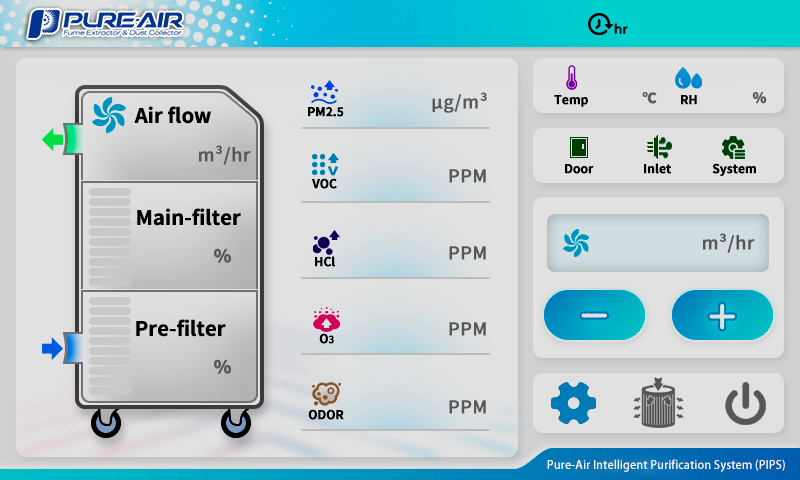
So what should you take away? Start with where fumes originate. Measure with portable monitors. Prioritise solutions that offer feedback and control — not just boxes. When you evaluate vendors, ask for data from similar plants, and insist on after-install tuning. I’ve learned to trust systems that show their work: logged airflow, filter pressure curves, and easy-to-read dashboards.
In short: I believe protection should be proactive, not reactive. Choose systems that respect the people who work there and the processes they run. For practical help, I often point colleagues to suppliers who combine engineering with on-site commissioning — companies like PURE-AIR — because the tech is only as good as the care behind it.